Additive Manufacturing (AM) as well as Metal Injection Molding (MIM) are offering great potential for the production of complex metal parts, especially with regard to design freedom, light weight construction and reduction of assembly operations. Hence, using these technologies can increase the part’s functionality.
Special focus of the Webinar was given to sinter-based AM technologies. The main difference in the process route of sinter-based AM and MIM is the way how the so-called green parts are shaped. In case of AM the green part is build up layer by layer, for which several different methods exist (e.g. Binder Jetting, Cold Metal Fusion, MoldJet). Sinter-based AM enables a high degree of design freedom and features like undercuts or complex cooling channels can be realized. Contrary, in case of MIM a feedstock, which is a compound of a metal powder and a binder, is injected into a mold tool. Mold tool manufacturing can be time-consuming and expensive. That is why MIM is typically economically reasonable for medium to large scale production. An elegant alternative to conventional steel tools is the usage of 3D printed plastic tool inserts. With 3D printed plastic tool inserts prototypes by means of MIM can be offered within a short period of time.
Both technologies, MIM and sinter-based AM, have in common, that the green parts need to be debinded and sintered. Depending on the used binder system either a solvent, catalytic and/or thermal debinding is performed. Sintering is essential for densification of the porous structure in order to receive a fully metallic and almost dense (>96%) part. It might be required to adjust the part design for compensation of the sintering distortion.
Sinter-based AM and MIM are subjected to process-specific application limits. Fig. 1 exemplarily shows the application range for each technology with respect to part quantity and part size as well as the capability for shaping fine details like e.g. small holes or thin walls. Sinter-based AM and MIM are complementary to each other, each technology has its pros and cons. Thus, depending on our costumer’s needs the right technology will be chosen for their specific requirements (i.e. part geometry, material, surface quality, quantity).
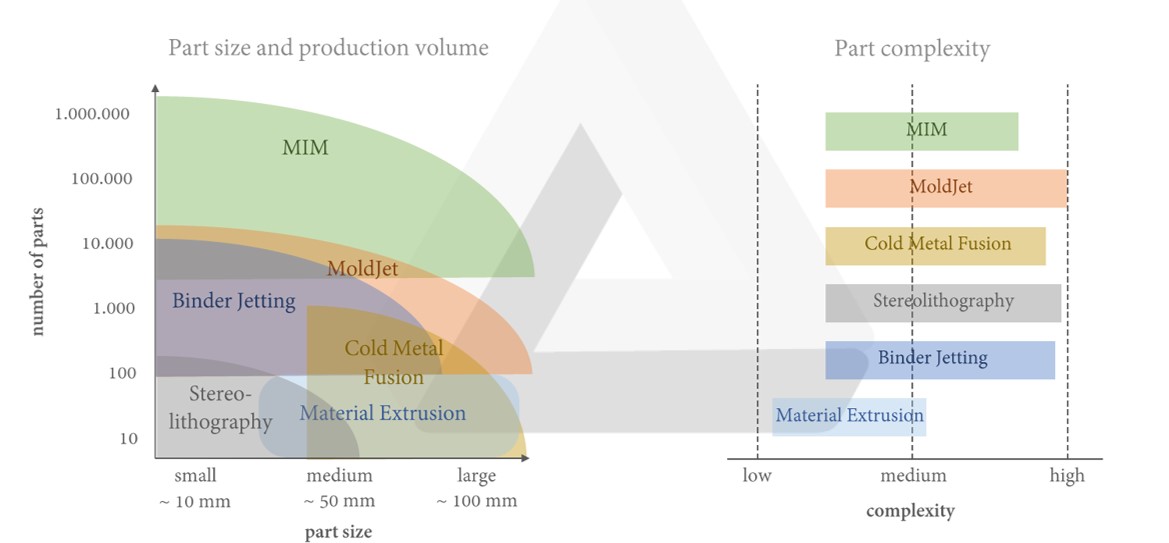
Figure 1: Quantity vs. part size (a) and capability of printing fine details (b) for each shaping technology